 English
English 中文
中文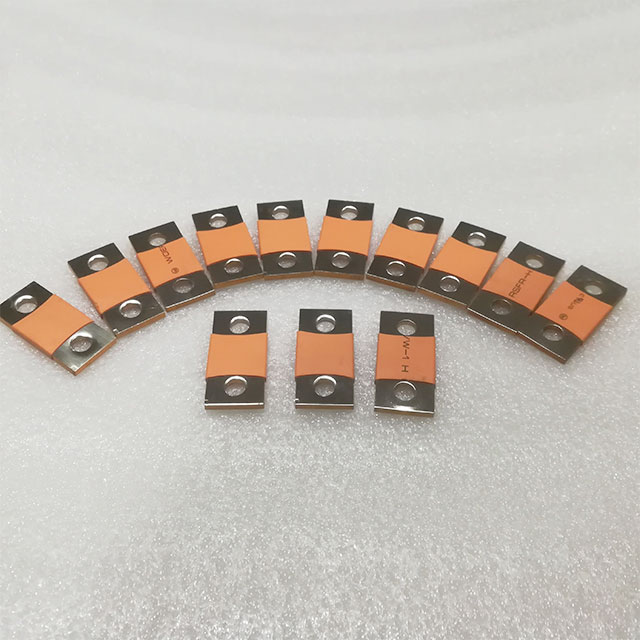








6
大硬件
优秀执行
12
种系统(软件)
出色工艺
7
种维度(选材)
高度品质
23
年经营经验
经验丰富
专注江南app赞助尤文图斯 制造23年
0752-3520737
15019291973

推荐产品
联系我们
热线0752-3520737-610
手机15019291973
邮箱jinggongjing@aliyun.com
地址广东省惠州市惠阳区新圩镇南坑村
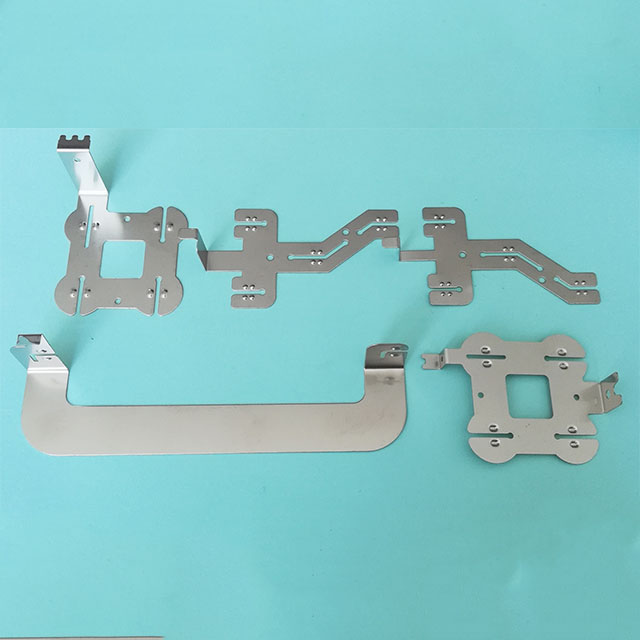
工艺分类冲压工艺大致可分为别离工序和成形工序(又分弯曲、拉深、成形)两大类。别离工序是在冲压进程中使冲压件与坯料沿一定的轮廓线彼此别离,一起冲压件别离断面的质量也要满足一定的要求;成形工序是使冲压坯料在不损坏的条件下发生塑性变形,并转化成所要求的成品形状,一起也应满足尺寸公差等方面的要求。
按照冲压时的温度状况有冷冲压和热冲压两种方式。这取决于资料的强度、塑性、厚度、变形程度以及设备能力等,一起应考虑资料的原始热处理状况和终究使用条件。冷冲压金属在常温下的加工,一般适用于厚度小于4mm的坯料。长处为不需加热、无氧化皮,表面质量好,操作便利,费用较低。
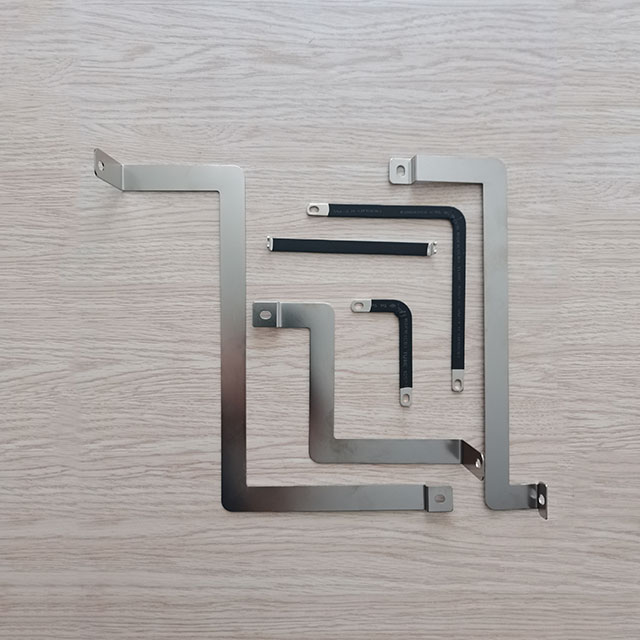
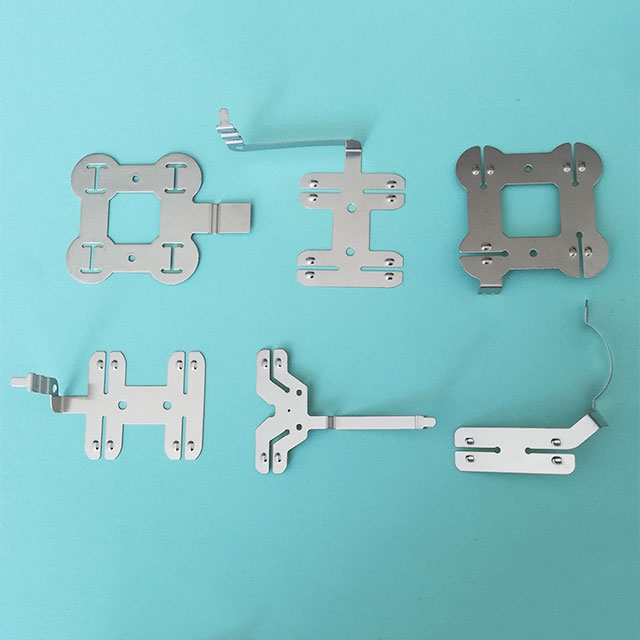
缺陷是有加工硬化现象,严峻时使金属失掉进一步变形能力。冷冲压要求坯料的厚度均匀且波动规模小,表面光洁、无斑、无划伤等。热冲压将金属加热到一定的温度规模的冲压加工办法。长处为可消除内应力,避免加工硬化,添加资料的塑性,降低变形抗力,削减设备的动力消耗。
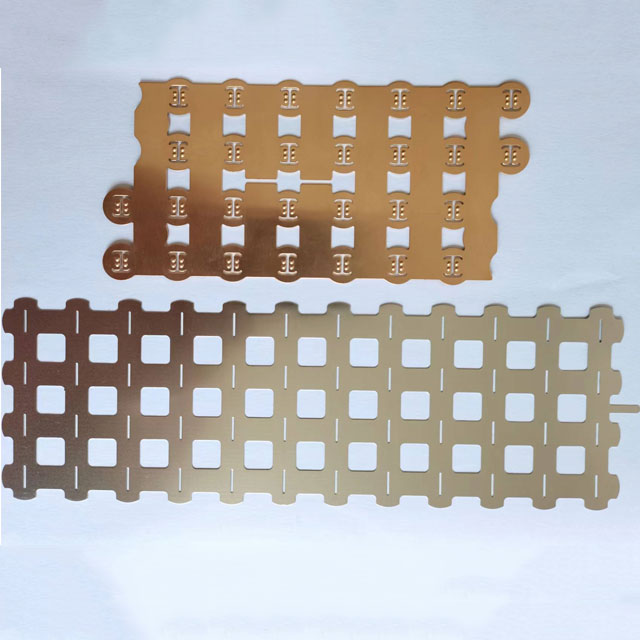
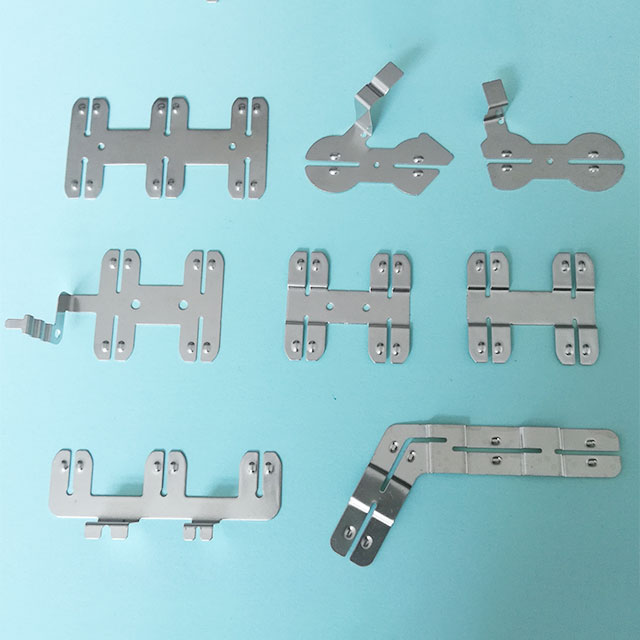
冲头和凹模是冲模中使坯料变形或别离的作业部分,用压板别离固定在上模板和下模板上。上、下模板别离装有导套和导柱,以引导冲头和凹模对准。而导板和定位销则别离用以控制坯料送进方向和送进长度。卸料板的作用,是在冲压后使工件或坯料从冲头上脱出。
上一页:五金冲压的主要基本工序
下一页:影响冲模耐用度的原因有哪些?

每道工序背后的打磨,是一份品质和放心
优秀执行
出色工艺
高度品质
经验丰富
速度更快/效率更高/保质保量/准时交货


拥有200人以上模具制作团队、专业生产团队;
精心设计、精密制造、精细服务、精益求精;
非标定制、技术卓越、品质牢靠、高效快捷;

原材料均采用日本、德国、瑞典进口,性能稳定、使用寿命达5年以上;
拥有专业热处理配套服务,给您提供准确真实的热处理报告;
严格的品检体系和检测设备,高精密度、公差达+-0.002um,同行业内第一;
材料排样合理化,节省原材料成本;
开模穴数多,冲压生产效率高,冲压加工费用节省;
模具费用分摊到产品单价成本低。
| 江南app官方版 ·高性价比服务 |
二十多年匠心汇聚,铸造五金冲压精品





电话:0752-3520737-610
手机:15019291973
邮箱:jinggongjing@aliyun.com
联系人:李经理
地址:广东省惠州市惠阳区新圩镇南坑村

微信二维码