 English
English 中文
中文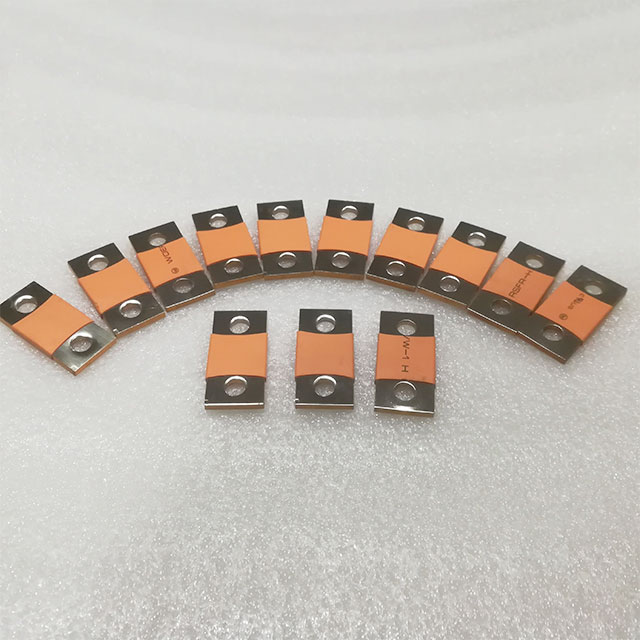








6
大硬件
优秀执行
12
种系统(软件)
出色工艺
7
种维度(选材)
高度品质
23
年经营经验
经验丰富
专注江南app赞助尤文图斯 制造23年
0752-3520737
15019291973

推荐产品
联系我们
热线0752-3520737-610
手机15019291973
邮箱jinggongjing@aliyun.com
地址广东省惠州市惠阳区新圩镇南坑村
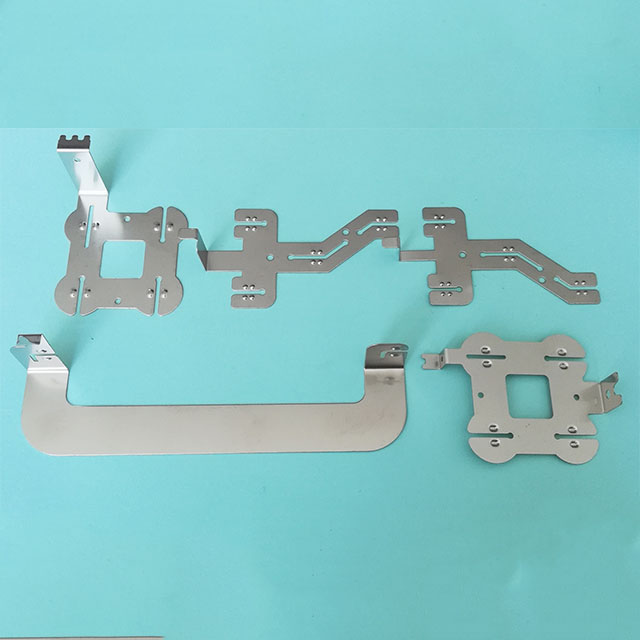
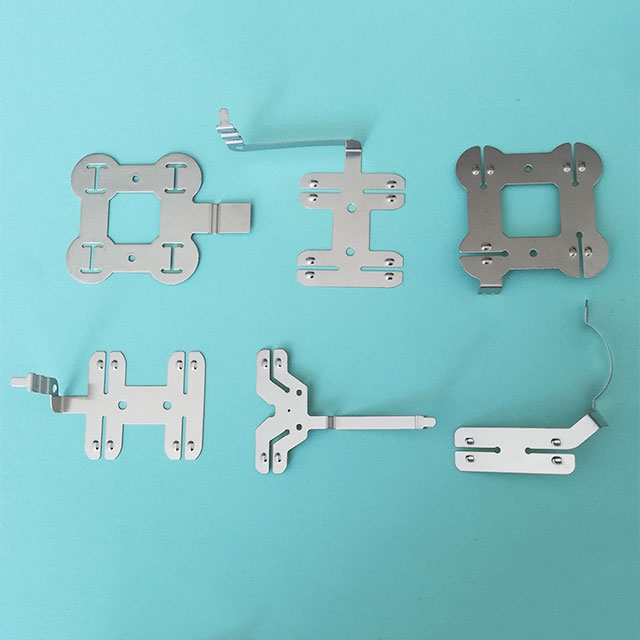
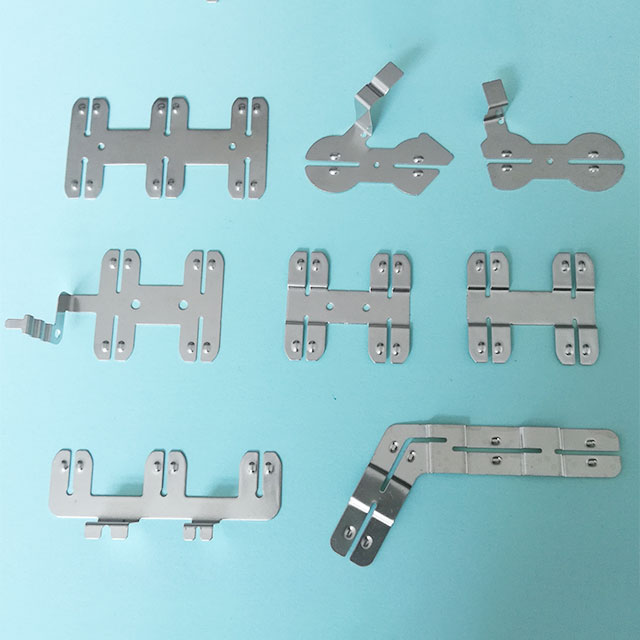
冲压的主要基本工序有落料、冲孔、弯曲和拉深。落料和冲孔落料和冲孔是使坯料分离的工序。落料和冲孔的过程完全一样,只是用途不同。落料时,被分离的部分是成品,剩下的周边是废料;冲孔则是为了获得孔,被冲孔的板料是成品,而被分离部分是废料。
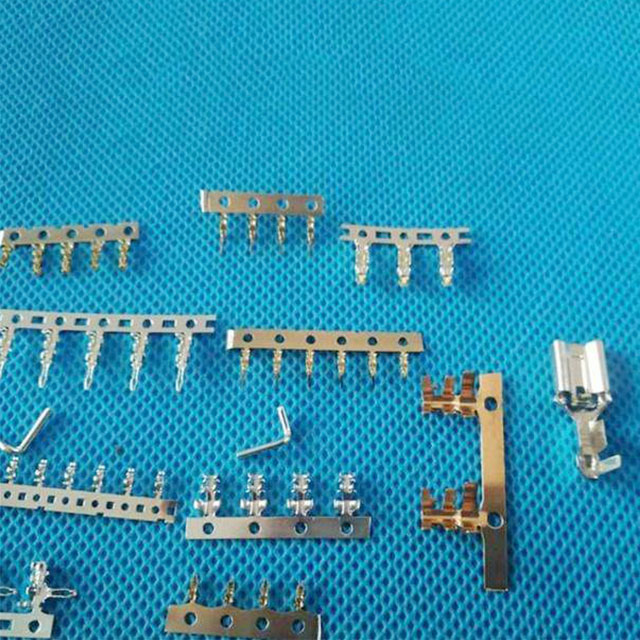
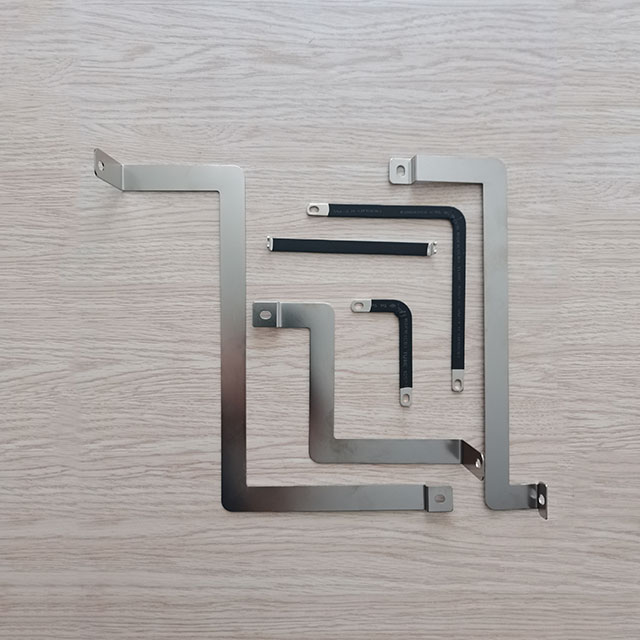
落料和冲孔统称为冲裁。冲裁模的冲头和凹模都具有锋利的刃口,在冲头和凹模之间有相当于板厚5%-10%的间隙,以保证切口整齐而少毛刺。弯曲弯曲就是使工件获得各种不同形状的弯角。弯曲模上使工件弯曲的工作部分要有适当的圆角半径r,以避免工件弯曲时开裂。
拉深:拉深是将平板坯料制成杯形或盒形件的加工过程。拉深模的冲头和凹模边缘应做成圆角以避免工件被拉裂。冲头与凹模之间要有比板料厚度稍大一点的间隙(一般为板厚的1.1-1.2倍),以便减少摩擦力。为了防止褶皱,坯料边缘需用压板(压边圈)压紧。
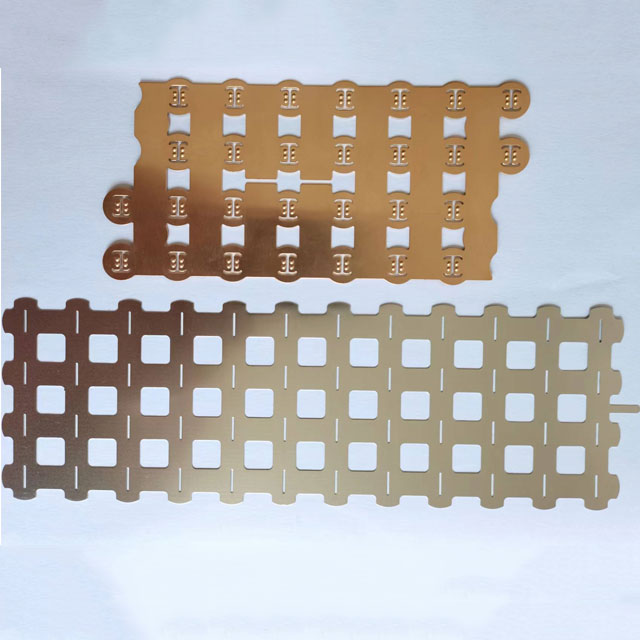
产品的实际拉深过程会产生拉裂的缺陷,请看板料冲压是利用冲模使板料产生分离或变形的加 工方法。因多数情况下板料无须加热,故亦称冷冲压,又简称冷冲或冲压。常用的板材为低碳钢、不锈钢、铝、铜及其合金等,它们塑性高,变形抗力低,适合于冷冲压加工。
上一页:关于五金弹片生产工艺介绍
下一页:五金冲压的工艺分类

每道工序背后的打磨,是一份品质和放心
优秀执行
出色工艺
高度品质
经验丰富
速度更快/效率更高/保质保量/准时交货


拥有200人以上模具制作团队、专业生产团队;
精心设计、精密制造、精细服务、精益求精;
非标定制、技术卓越、品质牢靠、高效快捷;

原材料均采用日本、德国、瑞典进口,性能稳定、使用寿命达5年以上;
拥有专业热处理配套服务,给您提供准确真实的热处理报告;
严格的品检体系和检测设备,高精密度、公差达+-0.002um,同行业内第一;
材料排样合理化,节省原材料成本;
开模穴数多,冲压生产效率高,冲压加工费用节省;
模具费用分摊到产品单价成本低。
| 江南app官方版 ·高性价比服务 |
二十多年匠心汇聚,铸造五金冲压精品





电话:0752-3520737-610
手机:15019291973
邮箱:jinggongjing@aliyun.com
联系人:李经理
地址:广东省惠州市惠阳区新圩镇南坑村

微信二维码