 English
English 中文
中文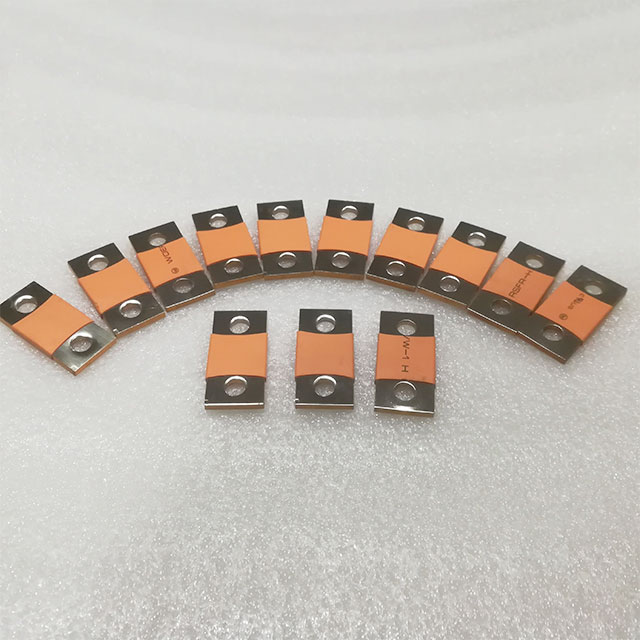








6
大硬件
优秀执行
12
种系统(软件)
出色工艺
7
种维度(选材)
高度品质
18
年经营经验
经验丰富
专注江南app赞助尤文图斯 制造20年
0752-3520737
15019291973

推荐产品
联系我们
热线0752-3520737-610
手机15019291973
邮箱jinggongjing@aliyun.com
地址广东省惠州市惠阳区新圩镇南坑村
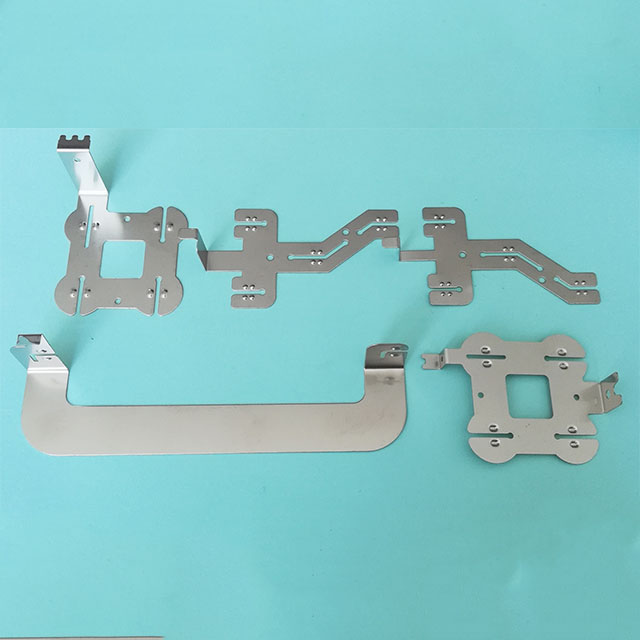
随着数控冲压设备的发展,板材冲压工艺向多元化方向发展。冲剪复合工艺开创了一个崭新的领域,特别适合满足中小批量的柔性需求。冲剪复合工艺是指通过一次冲压行程即可获得高表面粗糙度和高精度的冲裁零件工艺方法,目前广泛用在航空、航天、汽车、机械、造船、家电领域等。
一、冲压零件设计
(1)冲压件设计实施的结果是有颜色、材料、硬度、形状、尺寸、位置、相关零件、制造工艺等关联概念的三维实体。
(2)计算机技术的出现直接以三维概念开始设计,可以更直观、准确地表达出设计构思的全部几何参数,整个设计过程就可以完全在三维模型上讨论。
(3)计算机技术能帮助冲压工程师利用设计与制造相关联的观点来合理化设计过程,从板料的生成、各道工序的完成来逐步创建冲压零件。
(4)可以看作是一个冲压零件的虚拟环境,工程师可以直接在计算机屏幕上进行零件设计和装配,虚拟制作过程与真实过程几乎没有差别。
(5)单个冲压零件设计完成后,可将多个零件的三维立体模型进行模拟装配,从而大大缩短设计和周期。
二、冲压零件展开
在冲压零件设计完成后为便于制造,都要将其转化为展开图,以确定所需板料大小以及板料的形状等。(1)计算机辅助设计的操作量小,展开过程完全由计算机控制。
(2)计算机辅助设计效率高,避免了展开时对于工程师而言易产生的错误。
(3)计算机辅助设计精度高,展开数据完全由计算机计算完成,避免了物料的大量粮费。
三、选用冲压油品
冲压油在冲压工艺中起到了关键性的作用,良好的冷却性能和极压抗磨性能对于模具的使用寿命和工件精度的提升有了质的飞跃。选用时应根据所制工件的原料材质进行匹配:
(1)碳钢板在选用冲压油时应该根据工艺难易度及脱脂条件来决定较佳粘度。
(2)因为和氯系添加剂会发生化学反应,所以镀锌钢板在选用冲压油时应注意氯型冲压油可能发生白锈的问题,而使用亿达渤润硫型冲压油可以避免生锈问题,但冲压后应尽早脱脂。
(3)不锈钢是容易产生硬化的材料,要求使用油膜强度高、抗烧结性好的拉伸油。一般使用含有硫氯复合型添加剂的冲压油,在保证极压性能的同时避免工件出现毛刺、破裂等问题。
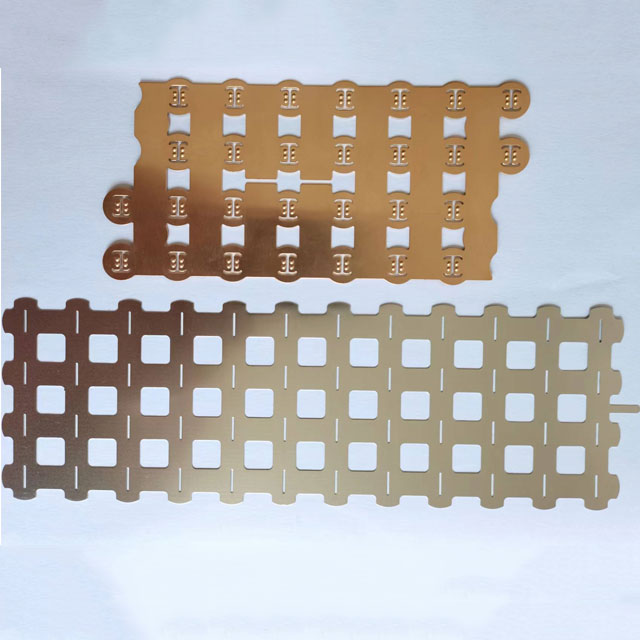
四、冲压板材下料
(1)剪床下料是利用剪床剪出展开图的外形长宽尺寸。若有冲孔、切角的,再转冲床结合模具冲孔、切角成形.
(2)冲床下料是利用冲床分一步或多步在板材上将零件展开后的平板件结构冲制成形。其优点是耗时短效率高,在批量制造时经常用到.
(3)数控下料时首先要数控编程,将绘制的展开图编写成数控机床可识别的内容,让其跟据这些内容一步一步的将其平板件的结构形状冲制出来.
(4)激光下料是利用激光切割方式,在一块板材上将其平板件的结构形状切割出来。
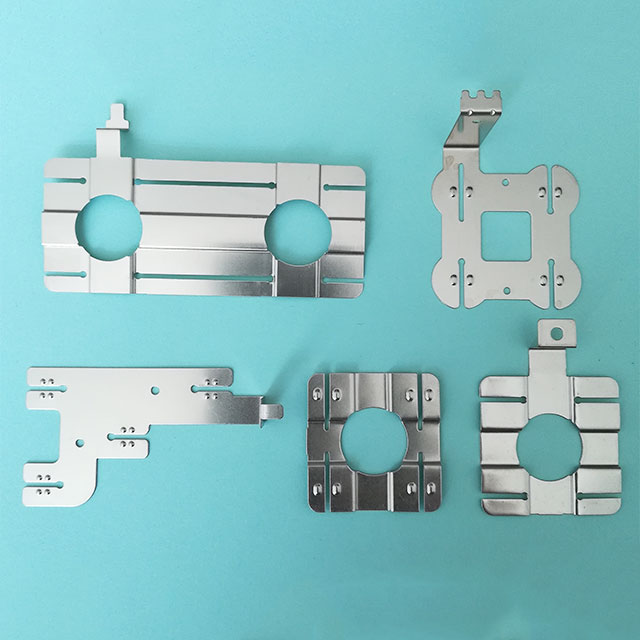
五、机床板件冲制
一般冲床工艺的有冲孔切角、冲孔落料、冲凸包、冲撕裂、抽孔等方式,为达到各工序的要求,需要有相应的模具来完成操作,如凸包模、撕裂成形模等。
六、板件攻丝压铆
翻边就是在一个较小的基孔上抽成一个稍大的孔,再在上面攻丝。这样做可增加其强度,避免滑牙。压铆经常用到的有压铆螺柱、压铆螺母、压铆螺钉等,其压铆方式一般通过冲床或液压压铆机来完成操作,将其铆接到冲压件上。
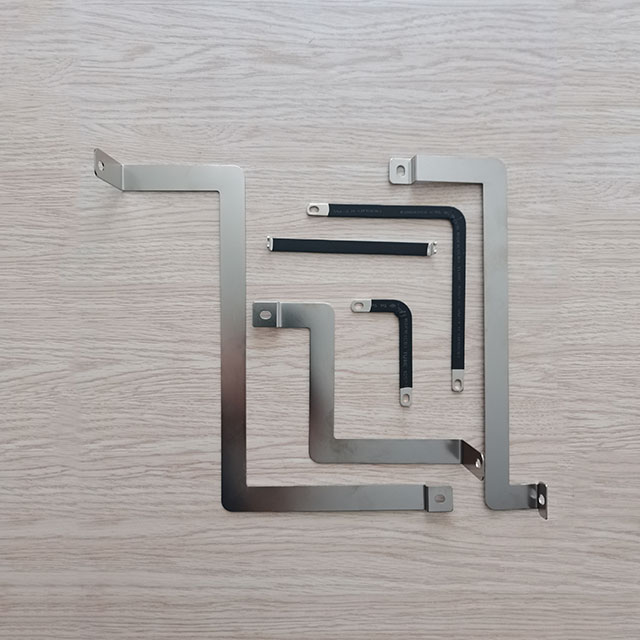
七、板件立体折弯
折弯就是将平板件折成立体的零件,其需要有折床及相应的折弯模具来完成操作。它也有一定的折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折。
八、工件表面处理
表面处理一般有磷化皮膜、电镀五彩锌、铬酸盐、烤漆、氧化等。磷化皮膜一般用于冷轧板和电解板类,其作用主要是在料件表上镀上一层保护膜防止氧化;电镀五彩锌一般用冷轧板类表面处理;铬酸盐、氧化一般用于铝板及铝型材类表面处理。
上一页:软铜排一般会应用在哪里?
下一页:医疗器械让治疗更简单

24道工序背后的打磨,是一份品质和放心
优秀执行
出色工艺
高度品质
经验丰富
速度更快/效率更高/保质保量/准时交货


拥有100人以上模具制作团队、专业生产团队,
精心设计、精密制造、精细服务、精益求精
多年年定制经验;产品技术一流,品质保证,生产高效快捷;

原材料均采用日本、德国、瑞典进口,性能稳定、使用寿命达5年以上;
拥有专业热处理配套服务,给您提供准确真实的热处理报告;
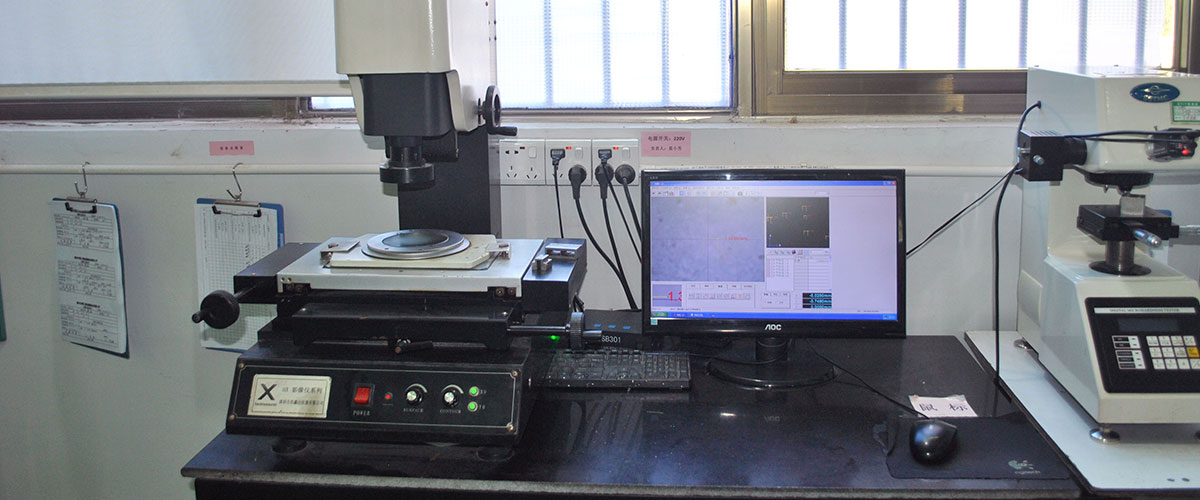
严格的品检体系和检测设备,高精密度、公差达+-0.002um,同行业内第一;
材料排样合理化,节省原材料成本;
开模穴数多,冲压生产效率高,冲压加工费用节省;
模具设计费用全免,冲压寿命可达3亿次,模具摊体费用省。
| 江南app官方版 ·高性价比服务 |
十八载匠心汇聚,铸造五金冲压精品





电话:0752-3520737-610
手机:15019291973
邮箱:jinggongjing@aliyun.com
联系人:李经理
地址:广东省惠州市惠阳区新圩镇南坑村

微信二维码